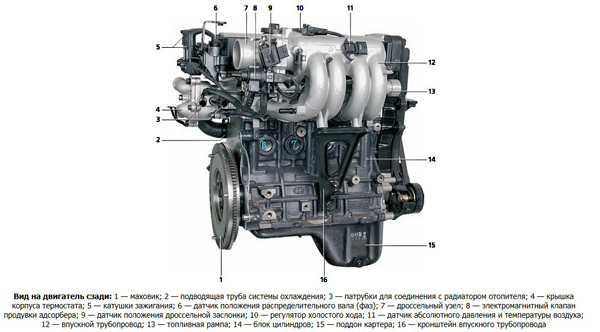
Двигатель змз-24 (402)
Содержание:
Замена двигателей УМЗ 4216
В случае приобретения «Газели» с неудачным двигателем автовладельцы стремятся избавиться от силового агрегата, заменив его на ДВС другой модели. На замену можно рассматривать много разных вариантов, но чаще всего хозяева коммерческих авто ставят моторы ЗМЗ-405, выбирается именно этот движок по ряду причин:
- заволжский мотор не капризен – хорошо «переваривает» российское топливо, нечасто ломается;
- относительно импортных силовых агрегатов (Cummins, Toyota, Nissan) ЗМЗ-405 стоит недорого;
- при установке ЗМЗ требуется минимум переделок.
На машинах «Газель Бизнес» последнее время штатно устанавливается турбодизель «Камминз», но обладатели машин с УМЗ-4216 этот мотор в качестве замены практически никогда не рассматривают:
- Cummins стоит недешево;
- американский двигатель очень чувствителен к качеству топлива, и если машину заправлять плохой соляркой, «Камминз» может быстро выйдет из строя.
Преимущество ЗМЗ-405 (или 406) еще заключается в том, что на вторичном рынке продается немало подержанных моторов в нормальном, рабочем состоянии, и цена их ниже нового ДВС в несколько раз. Правда, при покупке агрегата б/у нет серьезных гарантий – приходится верить продавцу на слово. Ремонт двигателя УМЗ 4216; Замена ГБЦ ( прокладки ) прокладки Газель. Но даже если 405-й и требует небольшого ремонта (замены цепей или поршневых колец), все равно его покупка вместе с ремонтом обходится значительно дешевле, чем приобретение дорогостоящего импортного движка. Замена прокладки ГБЦ ВАЗ 2110. Еще минус импортного ДВС в том, что если он серийно на «Газель» он не устанавливался, его придется приобретать вместе с коробкой передач или озадачиваться подгонкой по креплению «Газелевской» КПП к новому мотору.
Момент затяжки ГБЦ и других соединений двигателя ЗМЗ 402 (ЗМЗ 4021)
Наименование соединения
Момент затяжки, Н·м (кгс·м)
Гайка хомута регулировочной трубки рулевой тяги
15-18 (1,5-1,8)
Палец нижнего рычага передней подвески
180-200 (18-20)
Гайка оси верхнего рычага передней подвески
70-100 (7,0-10,0)
Гайка пальца резьбового шарнира
120-200 (12,0-20,0)
Болт и гайка крепления оси верхних рычагов
44-56 (4,4-5,6)
Болт крепления колеса
100-120 (10-12)
Гайка фланца ведущей шестерни заднего моста
160-200 (16-20)
Болт крепления передней подвески к кузову
125-140 (12,5-14)
Гайка крепления механизма рулевого управления
50-60 (5,0-6,0)
Гайка крепления рулевого колеса
65-75 (6,5-7,5)
Гайка крепления сошки механизма рулевого управления
105-120 (10,5-12)
Болт крепления кронштейна маятникового рычага
50-62 (5,0-6,2)
Болт и гайка крепления рулевой колонки к панели приборов
12-18 (1,2-1,8)
Всасывающий штуцер насоса гидроусилителя рулевого управления
32-40 (3,2-4,0)
Гайка клина рулевого управления
18-25 (1,8-2,5)
Болт-штуцер клапана управления встроенного гидроусилителя рулевого управления
80-100 (8,0-10,0)
Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления
44-62 (4,4-6,2)
Гайка трубки сливного шланга встроенного гидроусилителя рулевого управления
44-62 (4,4-6,2)
Гайка соединения наконечника нагнетательного шланга и шлангов силового цилиндра раздельного гидроусилителя рулевого управления
32-40 (3,2-4,0)
Болт-штуцер сливного шланга встроенного гидроусилителя рулевого управления
80-100 (8,0-10,0)
Болт крепления поворотного кулака, рычага и кронштейна
80-100 (8,0-10,0)
Ограничитель поворота
80-100 (8,0-10,0)
Гайка крепления оси толкателя педалей тормоза и сцепления
32-36 (3,2-3,6)
Болт крепления тормозного щита заднего тормоза
65-80 (6,5-8,0)
Болт крепления скобы переднего тормоза
110-125 (11,0-12,5)
Болт крепления колесного цилиндра заднего тормоза
8,0-18,0 (0,8-1,8)
Гайка крепления регулятора давления задних тормозов
8,0-18,0 (0,8-1,8)
Гайка крепления главного цилиндра тормозов
24-56 (2,4-5,6)
Гайка крепления вакуумного усилителя
8,0-18,0 (0,8-1,8)
Болт крепления шлицевой вилки заднего карданного вала
50-56 (5,0-5,6)
Гайка крепления карданного вала к заднему мосту
27-30 (2,7-3,0)
Гайка крепления поперечины промежуточной опоры к кузову
27-30 (2,7-3,0)
Болт крепления промежуточной опоры к поперечине
12-18 (1,2-1,8)
Гайка крепления коробки передач к картеру сцепления
50-62 (5,0-6,2)
*Для остальных резьбовых соединений моменты затяжки следующие:
Процесс и порядок
Затяжка ГБЦ ЗМЗ своими руками начинается с изучения мануала двигателя. Все этапы делают по порядку, не нарушая их. Любая неточность может привести к выходу из строя не только прокладки или головки блока цилиндров, но и всего мотора ЗМЗ 406.
Вначале подбирают необходимые инструменты. Ставят машину на ровную поверхность.
Необходимые инструменты
Для затяжки ГБЦ автовладельцу понадобятся следующие инструменты:
- динамометрический ключ;
- насадки для головок болтов;
- чистая моторная смазка;
- руководство по затяжке должно находится рядом с автовладельцем.
Поэтапная инструкция
Сперва резьба болтов смазывается моторным маслом. Затем болты вставляются внутрь отверстий головки БЦ. Они вкручиваются рукой до тех пор, пока это невозможно будет сделать вручную.
Чтобы совершить дальнейшую протяжку, ГБЦ берут динамометрический ключ. Теперь необходимо протягивать все болты в той последовательности, в которой они указаны в мануале. Затяжка ГБЦ осуществляется с усилием, о котором я рассказывал в начале статьи.
Сперва протягивают с малой силой. Затем проходят еще раз и по второму кругу, если это необходимо
Важно помнить, что на рядные двигатели внутреннего сгорания протяжку устройства производят от центра к краям устройства двигателя. Подобным образом автовладелец лишает себя риска повреждения головки БЦ двигателя внутреннего сгорания или ее прокладки
Некоторые автовладельцы совершают ошибки при протягивании ее. Ниже описаны моменты, которые не стоит допускать при процедуре:
- перетяжка некоторых болтов;
- попадание смазывающего средства в отверстия;
- проведение работ с изношенными головками для динамометрического ключа;
- отсутствие порядка затягивания болтов ГБЦ;
- эксплуатация болтов, которые не подходят по размеру к устройству.
Бывает и такое, что закручивают в отверстие ржавые болты. Этого тоже нужно избегать. Отверстия тоже бывают проржавевшими. Многие пытаются залить в них масло. Но этого делать нельзя. Так как смазывающая жидкость попадет в резьбовой колодец, и он разрушится при закручивании болта.
Еще одной частой ошибкой бывает закручивание головок без специального инструмента. В этом случае перетягивания не избежать. Как результат автовладелец приезжает в сервис-центр с пробоем в прокладке устройства или за капитальным ремонтом всего двигателя.
Грани болтов, которые закручиваются изношенными головками или не тем ключом, могут слизываться со временем. В дальнейшем это приводит к трудностям при снятии и замене устройства или блока цилиндров.
Не рекомендуется закручивать одни и те же болты после снятия головки. Механики сервис-центров рекомендуют устанавливать новые. Так как после затяжки болт увеличивается в длине, и в следующий раз подобная деталь может привести к тому, что в БЦ пойдут трещины, которые приведут к его разрушению.
Применяемый инструментарий
Производители предлагают различные типы ключей, помогающих лимитировать усилие затягивания резьбовых соединений. Наиболее часто встречаются три типа динамометрических ключей:
- щелчковые (механические);
- стрелочные (аналоговые);
- электронные (цифровые).
Автомобилисты подбирают оптимальные по характеристикам модели. Иной раз, сделать правильный выбор помогают советы знакомых или статьи в интернете.
Щелчковый
Свое название ключ получил благодаря издаваемому специфическому звуку. Такая трещетка является востребованной в небольших автомастерских или у водителей, предпочитающих проводить ремонт самостоятельно.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов являются 8-клапанными.
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
На моделях семейства «Самара» (2108-21099), а также ВАЗ 2110-2112 с 8-клапанными агрегатами затяжка уже выполняется в 4 подхода:
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.
Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше).
То же касается и Лада Приора, на 8-клапанных агрегатах используется метод с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных – 3 подхода (ВАЗ 2112 с мотором на 16 клапанов).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
- 4,0-4,3 кг/м;
- 7,5 кг/м;
- 11,0 кг/м;
- 14,3-14,5 кг/м.
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Он также широко используется на Газелях. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
- распределительный вал, он вращается в пяти опорах блока цилиндров;
- распредшестерня, передает движение от коленвала распределительному валу;
- 8 толкателей, приводятся в движение кулачками распредвала;
- 8 алюминиевых штанг;
- ось коромысел, на которой находится сами коромысла (8 шт.) с регулировочными винтами;
- выпускные и впускные клапана, расположенные в головке блока цилиндров.
Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
- сначала в ДВС происходит впуск, топливовоздушная смесь заполняет цилиндр;
- затем в цилиндре совершается сжатие смеси, и она поджигается искрой от свечи зажигания;
- происходит рабочий ход;
- последний этап в процессе – выпуск отработанных газов.
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):
- останавливаем двигатель, выключаем зажигание, ставим машину на нейтральную передачу;
- открываем капот, снимаем корпус воздушного фильтра;
- снимаем клапанную крышку, она держится на шести болтах;
- прокручиваем коленвал, выставляем по меткам первый цилиндр. Метка находится на переднем шкиве коленвала;
- следует отметить, что метки на шкиве могут совпадать при ВМТ (верхней мертвой точки) 1-го и 4-го цилиндров, и если клапана 1-го цилиндра при этом зажаты, а у четвертого свободны, значит, метки совпали с 4-ым цилиндром, а не с 1-ым. Это можно легко проверить – снять крышку трамблера и посмотреть, куда смотрит бегунок;
- регулируем оба клапана на первом цилиндре (зазор 0,3 мм), проворачиваем пол-оборота двигателя по часовой стрелке (метки должны находиться внизу)
- регулируем оба клапана на втором цилиндре;
- проворачиваем еще пол-оборота (метки снова наверху и совпадают), регулируем клапана 4 цилиндра;
- делаем еще половину оборота коленвала (метки опять внизу) и производим регулировку на третьем цилиндре.
Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Есть такое понятие как перекрытие клапанов, и при свободных клапанах первого цилиндра (в ВМТ) будут зажаты оба клапана 4-го цилиндра, а вот на втором и третьем по одному клапану останутся свободными. Поэтому регулировку можно сделать за два проворачивания коленчатого вала:
- выставляем ВМТ первого цилиндра, регулируем клапана 1-2-4-6, считая их от передней части мотора;
- делаем оборот коленвала и регулируем все остальные клапана (3-5-7-8).
В книгах рекомендуется регулировку проводить на холодную, на крайних клапанах (1 и 8) устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».
Величина зазоров в приводе клапанов:
| Номерцилиндра | Клапан | Величиназазора, мм |
| 1 | Впускной
Выпускной |
0,40 – 0,45
0,35 – 0,40 |
| 2 | Впускной
Выпускной |
0,40 – 0,45
0,40 – 0,45 |
| 3 | Впускной
Выпускной |
0,40 – 0,45
0,40 – 0,45 |
| 4 | Впускной
Выпускной |
0,40 – 0,45
0,35 – 0,40 |
Работа с динамометрическим ключом
В начале монтажа установите динамометрический ключ в положение, называемое у механиков нулевым. Такое положение – момент, когда показания ключа равны изначальному положению болта. Внимательно посмотрите на цифры в момент начала крепежа, запомните, а лучше запишите.
Медленными и аккуратными движениями начинайте крутить ключ и внимательно следите за показателями, если момент остаётся на том же месте, значит крепеж поддался растяжению. Если момент резко изменяется, значит нужно добиваться движения болта. Резкое увеличение момента говорит о том, что держатель не до конца растянут. Тогда монтаж придётся совершать после стабилизации.
Если же при затяжке момент резко начинает уменьшаться – крепеж деформирован, замена неизбежна.
Езда по проселочным дорогам сразу же после трассы губительно влияет на двигатели отечественных автомобилей. При езде двигатель машины постоянно то нагревается, то остывает, что плохо сказывается на качественном креплении. Болты разбалтываются, что приводит к поломкам, протечкам масла. Резкие перепады температур негативно влияют на правильное крепеление болтов
Ответственно относитесь к замене этой маленькой, но важной детали автомобиля
Вот таблица моментов, которые нельзя превышать при затяжке.
| Резьба | Прочность болта | ||
| 8.8 | 10.9 | 12.9 | |
| М6 | 10Нм | 13Нм | 16Нм |
| М8 | 25Нм | 33Нм | 40Нм |
| М10 | 50Нм | 66Нм | 80Нм |
| М12 | 85Нм | 110Нм | 140Нм |
| М14 | 130Нм | 180Нм | 210Нм |
| М16 | 200Нм | 280Нм | 330Нм |
| М18 | 280Нм | 380Нм | 460Нм |
| М20 | 400Нм | 540Нм | 650Нм |
| М22 | 530Нм | 740Нм | 880Нм |
| М24 | 670Нм | 940Нм | 1130Нм |
| М27 | 1000Нм | 1400Нм | 1650Нм |
| М30 | 1330Нм | 1800Нм | 2200Нм |
| М33 | 1780Нм | 2450Нм | 3000Нм |
| М36 | 2300Нм | 3200Нм | 3850Нм |
| М39 | 3000Нм | 4200Нм | 5050Нм |
| М42 | 3700Нм | 5200Нм | 6250Нм |
Сборка
Собирают головку блока в порядке, обратном разборке. Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и ось коромысел клапанов. Устанавливают клапаны в соответствии с метками, сделанными при разборке.
Прокладку корпуса термостата и прокладку задней крышки головки блока установить на герметик типа «Гермесил».
При установке головки блока рекомендуется заменить прокладку головки блока.
Установка головки блока производится в порядке, обратном снятию. Порядок затяжки болтов крепления головки блока показан на рис.
Последовательность затяжки болтов крепления головки блока цилиндров. Момент затяжки 83–90 Н·м (8,3– 9,0 кгс·м). После установки головки блока отрегулировать зазоры в приводе клапанов.
Осмотр
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов или на стенках камер сгорания, следы прогара, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку. Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
4. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан заменить. Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
5. Проверить состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины заменить.
6. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты устраняют шлифовкой. При шлифовке выдержать размеры седла, указанные на рисунке.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки седел притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
7. Проверить зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,25 мм. Если зазор превышает указанный, нужно заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания. Перед установкой новые втулки нужно охладить в двуокиси углерода («сухой лед»), а головку блока нагреть до 160 – 175 °С.
Затем вставить втулку в головку блока так, чтобы она выступала со стороны клапанных пружин над головкой блока на 20 мм. Втулка должна вставляться в головку свободно или с небольшим усилием.
После установки развернуть отверстие во втулке до диаметра 9,0+0,022 мм. Затем прошлифовать седло клапана, центрируя инструмент по отверстию во втулке.
8. Проверить головку блока на отсутствие трещин можно следующим образом. Подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха.
Заглушить все отверстия в головке блока деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах образования трещин будут выходить воздушные пузыри.
9. Прочистить проволокой и продуть сжатым воздухом отверстия в оси коромысел, в коромыслах и в регулировочных винтах. Проверить плотность посадки втулок в коромыслах.
Если втулка сидит не плотно, ее нужно заменить, так как во время работы двигателя она может провернуться и перекрыть отверстие для подачи масла к штанге толкателя.
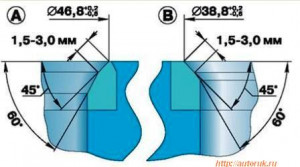
Профиль седла клапана двигателей мод. 402 и 4021
А — седло впускного клапана;
В — седло выпускного клапана
Осмотр, дефектовка и ремонт
Профиль седла клапана двигателей мод. 402 и 4021
А — седло впускного клапана;
В — седло выпускного клапана
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов или на стенках камер сгорания, следы прогара, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейкой.
Если зазор превышает 0,1 мм, головку заменить.
4. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
5. Проверить состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины заменить.
6. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов. Более значительные дефекты устраняют шлифовкой.
При шлифовке выдержать размеры седла, указанные на рисунке. После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки седел притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
7. Проверить зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,25 мм. Если зазор превышает указанный, нужно заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Перед установкой новые втулки нужно охладить в двуокиси углерода («сухой лед»), а головку блока нагреть до 160–175°С.
Затем вставить втулку в головку блока так, чтобы она выступала со стороны клапанных пружин над головкой блока на 20 мм.
Втулка должна вставляться в головку свободно или с небольшим усилием.
После установки развернуть отверстие во втулке до диаметра 9,0 +0,022 мм.
Затем прошлифовать седло клапана, центрируя инструмент по отверстию во втулке.
8. Проверить головку блока на отсутствие трещин можно следующим образом. Подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха.
Заглушить все отверстия в головке блока деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах образования трещин будут выходить воздушные пузыри.
9. Прочистить проволокой и продуть сжатым воздухом отверстия в оси коромысел, в коромыслах и в регулировочных винтах.
Проверить плотность посадки втулок в коромыслах. Если втулка сидит не плотно, ее нужно заменить, так как во время работы двигателя она может провернуться и перекрыть отверстие для подачи масла к штанге толкателя.
Сборка
Собирают головку блока в порядке, обратном разборке. Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и ось коромысел клапанов.
Устанавливают клапаны в соответствии с метками, сделанными при разборке.
Прокладку корпуса термостата и прокладку задней крышки головки блока установить на герметик типа «Гермесил».
Установка
При установке головки блока рекомендуется заменить прокладку головки блока.
Установка головки блока производится в порядке, обратном снятию.
Момент затяжки 83–90 Нм (8,3– 9,0 кгс·м). После установки головки блока отрегулировать зазоры в приводе клапанов.
Устанавливают головку блока в порядке, обратном снятию.
Гайки крепления головки блока затянуть в два этапа:
1-й этап — 40–60 Нм (4,0–6,0 кгс·м);
2-й этап — 83–90 Нм (8,3–9,0 кгс·м).