Для чего нужна хонинговка цилиндров
Содержание:
- Проведение работ
- Технология работы
- Главные плюсы
- Зачем хонинговать двигатель
- Особенности технологического процесса
- Как сделать хонинговку
- О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
- 1 Особенности процесса хонингования
- Используемое оборудование
- Хонинговальный инструмент и оборудование
- Как выполняется хонингование блока цилиндров
- Как происходит хонингование двигателя?
- Ручная Хонинговальная Головка На Дрель
- Требования к оборудованию
- Статьи по теме
Проведение работ
 Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
https://youtube.com/watch?v=wRTqjtq7W8M
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Зачем хонинговать двигатель
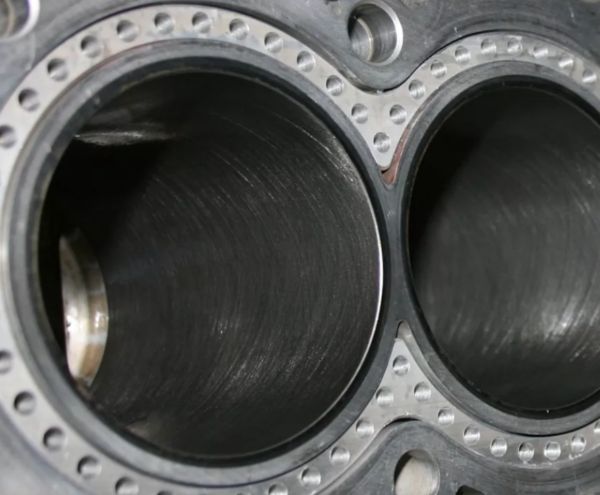
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Особенности технологического процесса
Хонингование – это термин, появившийся в технологии обработки металлов резанием, из Англии XVII века. При создании крупнокалиберного оружия возникла необходимость обрабатывать внутреннюю поверхность пушек. Короткий ствол (5-7 калибров) давал возможность разогнать ядро до скорости 340-360 м/с. Используя ствол, имеющий длину более 10-12 калибров, можно увеличить скорость до 450-480 м/с. Соответственно, дальность поражения цели увеличивается почти в два раза. Для морских сражений – это большое преимущество. Можно уничтожать корабли противника, не попадая под обстрел его пушек. Проблема обработать цилиндр внутри решалась с помощью hone (хонов – точильных брусков, honingангл. – точить).
Первые установки были горизонтального типа. В них бруски устанавливались неподвижно, а вращение передавалось стволу. Чугунное изделие весило около 500 кг, за пару часов работы получали поверхность, близкую к идеальной. Попутно подгоняли и ядро. Старались получать литейные шары с минимальным зазором.
Наибольшее распространение подобная операция получила с развитием паровых теплосиловых установок. Длинный рабочий цилиндр (9-14 калибров). В нем перемещается поршень. Движение происходит за счет подачи пара из парового котла.
Наружное хонингование нужно для деталей большой длины. Такие встречаются в ткацком производстве, где применяют кулисные механизмы. У них сложное возвратно-поступательное движение, преобразованное из вращательного. Камень, так называется деталь, движущаяся по цилиндрической поверхности, поступательно перемещается по кулисе. Полученное движение используется для движения челнока между нитями будущей ткани.
Принято различать:
- сухое хонингование, производимое без подвода смазывающих охлаждающих жидкостей (СОЖ);
- мокрое, выполняемое при подаче СОЖ в зону обработки.
Результат хонингования поверхности: микронеровности до обработки (а); сглаженные микронеровности после точения (б)
Полностью выравнивание не происходит. Стачиваются только острые вершины. Снимаются доли миллиметра, но этого уже достаточно, чтобы детали при взаимном перемещении оказывали минимальное сопротивление.
В ДВС система смазки осуществляет принудительную подачу смазочных материалов. Они оседают в промежутках между вершинами. Например, в двигателе МеМЗ-968 (использовался в ЗАЗ-988М) зазор между поршнем и стенкой цилиндра составлял всего 0,062±0,004 мм. У современных автомобильных ДВС эта величина находится на уровне 0,032±0,0027 мм. Лучшее уплотнение позволяет более эффективно использовать давление газов в рабочем цилиндре.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски – высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 – 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании – хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Специальные хонинговальные бруски
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
1 Особенности процесса хонингования
Прежде чем разговаривать о хонах, следует уточнить, что собой представляет сам процесс. Это один из видов абразивной обработки материалов с помощью специальных хонинговальных головок. Особенность такой операции в совмещении вращательных и возвратно-поступательных движений инструмента, поверхность перед этим обильно покрывается смазочно-охлаждающей жидкостью. В результате получается улучшить геометрию внешних граней детали и ее текстуру.
Процесс абразивной обработки материалов
Этим способом обрабатывают отверстия различных деталей. Хонингование незаменимо в автомобиле- и судостроении, во время ремонта различной техники. Очень часто этой операции подвергаются отверстия поршневой и кривошипной головок шатунов, блоков цилиндров двигателя, гильз, шестерен и т. д. Также хонингование нашло свое применение и при обработке плоскостей. Таким способом легко изменить геометрию изделия, улучшить смазывание пар трения. Качество и точность обработки зависят от ряда факторов, в том числе и вида режущего инструмента, а также заданных режимов.
Оправки для хонингования выглядят по-разному, и как щупальца с закрепленными на «пальцах» брусками, и как трубка с прорезями для фиксации абразивных колодок. Такой инструмент отличается гибкостью геометрии, поэтому часто применяется для обработки отверстий неправильной формы.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Хонинговальный инструмент и оборудование
Используемый при хонинговании инструмент называется хоном или хонинговальной головкой. Хон представляет из себя металлорежущую поверхность, состоящую минимум из трех, а чаще больше абразивных камней, которые расположены по периметру.
Во многих хонинговальных головках камни являются съемными. То значит, что при поломке или изнашивании их можно легко заменить. На производстве хонингование производится на специально оборудованных станках. Станки бывают двух видов: горизонтальные и вертикальные.
Горизонтальные хонинговальные станки работают с горизонтально расположенным шпинделем. Вертикальные станки оборудованы вертикально расположенным шпинделем. Первые применяются для длинных деталей, а также для проведения наружных операций. Вертикальные хонинговальные станки используются для работы с короткими деталями и преимущественно для внутренней обработки, то есть для отверстий.
Известные модели хонинговальных станков: 3К833, 3Г833, 3Н-86, М4215-1. Среди усовершенствованных следует отметить версии: LEV125 СОМЕС, Sunnen HTS-124-020, LEV250 СОМЕС, ТМ806 (807) и ТН170.
Как правило, новые современные модели хонинговальных станков производятся специализированными, а не универсальными, в отличие от станков советского периода производства. Это означает, что они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров.
Встречаются новые модели станков небольшого размера. Обычно такие станки разрабатываются для хонингования в домашних условиях, с их помощью можно обработать деталь самому, без привлечения специалистов.
Как выполняется хонингование блока цилиндров
Для выполнения хонингования за одну операцию нескольких цилиндров на многих промышленных предприятиях используется специальное приспособление для хонингования. Зачастую они представляют собой зажимные устройства, которые позволяют закрепить на станине станка цилиндровый блок для последующей обработки деталей.
Таким образом, сначала проводится должным образом закрепление узла в приспособление на станке. И уже потом в два этапа выполняется хонингование блока цилиндров:
Черновое хонингование. На первом этапе обработки используется инструмент с крупнозернистыми брусками. С помощью такого хона специалист обеспечивает первоначальную, круглую форму отверстия цилиндра. Однако она еще не полностью отвечает техническим требованиям к детали.
Чистовое хонингование. На этом этапе вместо хона с крупнозернистыми брусками берется мелкозернистый абразив. Чаще всего используются алмазные или керамические бруски. Суть второй обработки заключается в устранении всех припусков и окончательном создании готовой формы отверстия. После завершения работы полученные отверстия отвечают всем предъявляемым к детали техническим требованиям.
Как происходит хонингование двигателя?
Процедура хонингования двигателя выполняется в два приема:
- Первый — грубая или как ее еще называют, черновая обработка цилиндров, с применением крупнозернистого абразива.
- Второй — финальная обработка с применением мелкозернистого абразива, с его помощью мастер добивается большей точности. В качестве абразива для хонингования принято использовать алмазные или керамические бруски. Второй вариант менее популярен из-за недолговечности и более высокой стоимости. На сегодняшний день множество фирм имеют оборудование для алмазного хонингования, это как уже говорилось — дешевле, а качество значительно выше.
После проведения процедуры хонингования рекомендуется тщательно вымыть двигатель, делать это нужно для того чтобы смыть мельчайшую металлическую пыль и стружку, а также полировочные пасты. Некоторые специалисты в качестве завершающего штриха, по завершению хонингования, выполняют финишную чистку, используя абразивную пасту. Это позволяет удалить впадины и острые углы, которые могли остаться после хонингования. Результат — идеально гладкая ровная поверхность цилиндров двигателя.
Ну вроде бы все, по-моему ничего не упустил. Надеюсь, вам было интересно и вы нашли ответ на интересующий вас вопрос
Спасибо за внимание, до новых встреч на
Ручная Хонинговальная Головка На Дрель

Набор инструментов для вертикального хонингования
Русский каталог оборудования ROBBI с ценами в формате PDF скачать тут.
Скачать русские каталоги станков и оборудования ROBBI в формате PDF конечно тут.
Компания из Италии ROBBI является сейчас самым узнаваемых в мировой экономике производителей оборудования и станков при ремонте моторных деталей.
С 2012 года Спец моторный центр (СМЦ) «АБ-Инжиниринг» является представителем компании ROBBI.
Для того, чтобы посмотреть оборудование в работе, получить дополнительную информацию, пройти обучение, составить комплектацию и сделать заказ, свяжитесь с нами по тел. 7 925 544-8195 или по электронной почте.
Вертикальная система хонингования была разработана для тех случаев, когда деталь является слишком большой или слишком тяжелой, чтобы можно было хонинговать на обычных горизонтально-хонинговальных станках.
Это хонинговальное оборудование подходит для широкого диапазона диаметров и имеет положительный опыт применения, который гарантирует эффективное исправление дефектов отверстий. В этой системе могут быть достигнуты высокие скорости снятия припуска, и отверстие может быть отхонинговано с требуемой шероховатостью и поверхностной структурой.
В дополнение к удовлетворению разнообразным особенностям производства, система хорошо подходит для всех требований автомобильного моторного ремонта.
Источники мощности
Система была разработана прежде всего для того, чтобы быть включенной в диапазон вертикально-хонинговальных машин. Они имеют высокую мощность, точно и надежно хонингуют отверстия до 914.4 мм длины.
При этом хонголовки могут быть быстро заменены для выполнения любого числа задач. Система может также использоваться с другими машинами, типа расточных станков, а также для портативных электроинструментов.
Набор брусков, суппортов и держателей
Этот рисунок показывает регулируемые хонголовки модельного ряда, скомплектованные набором брусков как 2-брускового (с 2-мя направляющими башмаками), так и 4-брускового типа, держателями брусков, и, наконец, суппортами брусков. Ручные хонголовки снабжены карданным валом и кольцом с хомутом (на рисунке не показано).
В этом ролике представлен инструмент для хонинговки цилиндров. Данный инструмент можно приобрести в интер.
Узел регулирования подачи брусков на разжим (устройство подачи)
Используя узел регулирования подачи брусков на разжим, хонинговальные бруски могут быть разведены и зафиксированы, пока они находятся в отверстии. Это устраняет необходимость останавливать и вновь начинать вращение, чтобы отрегулировать давление хонингования.
Большая точность и постоянность давления брусков достигаются с легкостью, потому что оператор может управлять головкой в течение всего процесса хонингования, вместо того, чтобы заранее положиться на догадки.
Это помогает правильно хонинговать даже ту зону отверстия, которая отдалена от передней части детали, а способность свести бруски означает, что давление может быть уменьшено в конце цикла для улучшения полировки поверхности.
1. Узел регулирования подачи брусков на разжим. Сердце системы Delapena, увеличивает эффективность и возможности хонинговального процесса, обеспечивая расширение брусков и управляемую обработку при вращении абразивных брусков в отверстии.
3. Набор абразивных брусков Согласно практике, используется набор из двух брусков и двух башмаков, как показано на рисунке, или набор с четырьмя брусками. Предоставляется широкий диапазон абразивов, с любыми размеры частиц и связующим.
4. ХонинговальнаяголовкаОдна из диапазона шести хонголовок, которые вместе могут хонинговать отверстия от 25.4 мм до 762 мм
Подача брусков при хонинговании
Вращение маленького маховика сводит бруски так, чтобы они могли войти в отверстия. Когда включается вращение хонголовки, захват рукой большого маховика позволит подать бруски на разжим.
Чем больше усилие на маховике, тем больше давление хонингования.
Следовательно, оператор может фактически чувствовать, правильно ли он выдерживает давление в течение всего цикла хонингования (Контакт рукой за малый маховик уменьшит чрезмерное давление).
В конце цикла, когда малый маховик сводит бруски, можно остановить вращение и удалить хонголовку из отверстия.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Статьи по теме
Как поменять моторчик дворников: простые советы опытных автовладельцев
Как убрать стук рейки и продлить срок ее службы
Стук рулевой тяги: причины, диагностика, замена
Рулевой люфт автомобиля: особенности диагностики и ремонта
Шумы под капотом: что делать, если они появились
Как осуществить ремонт рулевой рейки БМВ
Медсправка на права-2020: стоимость, врачи, проблемы
Сколько хранится моторное масло: разбираемся в сроках и условиях хранения.
Замена ролика приводного ремня: он тоже не вечный
Штраф за просроченные права: что делать и как избежать
Штраф за езду без страховки: будет ли увеличение
Уходит антифриз из расширительного бачка: причины и диагностика
Направление протектора: правила зимней езды
Можно ли доливать антифриз или разбавлять его водой
Какой антифриз залить в «Пежо»: цвет, марки, производители